The use of this site and the content contained therein is governed by the Terms of Use. When you use this site you acknowledge that you have read the Terms of Use and that you accept and will be bound by the terms hereof and such terms as may be modified from time to time.
All text, graphics, audio, design and other works on the site are the copyrighted works of nasscom unless otherwise indicated. All rights reserved.
Content on the site is for personal use only and may be downloaded provided the material is kept intact and there is no violation of the copyrights, trademarks, and other proprietary rights. Any alteration of the material or use of the material contained in the site for any other purpose is a violation of the copyright of nasscom and / or its affiliates or associates or of its third-party information providers. This material cannot be copied, reproduced, republished, uploaded, posted, transmitted or distributed in any way for non-personal use without obtaining the prior permission from nasscom.
The nasscom Members login is for the reference of only registered nasscom Member Companies.
nasscom reserves the right to modify the terms of use of any service without any liability. nasscom reserves the right to take all measures necessary to prevent access to any service or termination of service if the terms of use are not complied with or are contravened or there is any violation of copyright, trademark or other proprietary right.
From time to time nasscom may supplement these terms of use with additional terms pertaining to specific content (additional terms). Such additional terms are hereby incorporated by reference into these Terms of Use.
Disclaimer
The Company information provided on the nasscom web site is as per data collected by companies. nasscom is not liable on the authenticity of such data.
nasscom has exercised due diligence in checking the correctness and authenticity of the information contained in the site, but nasscom or any of its affiliates or associates or employees shall not be in any way responsible for any loss or damage that may arise to any person from any inadvertent error in the information contained in this site. The information from or through this site is provided "as is" and all warranties express or implied of any kind, regarding any matter pertaining to any service or channel, including without limitation the implied warranties of merchantability, fitness for a particular purpose, and non-infringement are disclaimed. nasscom and its affiliates and associates shall not be liable, at any time, for any failure of performance, error, omission, interruption, deletion, defect, delay in operation or transmission, computer virus, communications line failure, theft or destruction or unauthorised access to, alteration of, or use of information contained on the site. No representations, warranties or guarantees whatsoever are made as to the accuracy, adequacy, reliability, completeness, suitability or applicability of the information to a particular situation.
nasscom or its affiliates or associates or its employees do not provide any judgments or warranty in respect of the authenticity or correctness of the content of other services or sites to which links are provided. A link to another service or site is not an endorsement of any products or services on such site or the site.
The content provided is for information purposes alone and does not substitute for specific advice whether investment, legal, taxation or otherwise. nasscom disclaims all liability for damages caused by use of content on the site.
All responsibility and liability for any damages caused by downloading of any data is disclaimed.
nasscom reserves the right to modify, suspend / cancel, or discontinue any or all sections, or service at any time without notice.
For any grievances under the Information Technology Act 2000, please get in touch with Grievance Officer, Mr. Anirban Mandal at data-query@nasscom.in.
The manufacturing industry has always been driven by innovation, constantly seeking ways to optimize processes, minimize costs, and deliver top-notch products.
Enter cloud-based digital twin technology, a cutting-edge solution that enables manufacturers to bridge the gap between the physical and virtual worlds.
By leveraging cloud-based digital twin technology, manufacturers can simulate, optimize, and predict with greater efficiency and accuracy.
When it comes to making a substantial impact in this field, one company stands out: Microsoft. By bringing innovation to the forefront of manufacturing, Microsoft Azure is playing a vital role in accelerating the implementation of Cloud-based Digital Twin Technology.
Picture this: creating virtual replicas of physical assets and processes to unlock simulation, optimization, and predictive modeling. Sounds intriguing, right? This is real, and it’s transforming how manufacturers operate, making them more efficient and enhancing the quality of their products. So, fasten your seatbelts as we embark on this captivating exploration of cloud-based digital twin technology and its game-changing potential.
The manufacturing industry has always been driven by innovation, constantly seeking ways to optimize processes, minimize costs, and deliver top-notch products. Traditional manufacturing methods rely heavily on physical prototypes and trial-and-error approaches, which can be time-consuming, expensive, and prone to errors. Enter cloud-based digital twin technology, a cutting-edge solution that enables manufacturers to bridge the gap between the physical and virtual worlds. At its core, digital twin technology involves creating virtual replicas of real-world objects, systems, or processes. It’s like having a clone or a doppelgänger of a physical asset but in the digital realm. These digital twins capture and mirror the behavior, characteristics, and performance of their physical counterparts. What sets cloud-based digital twins apart is the utilization of the cloud infrastructure to host and manage these virtual replicas.
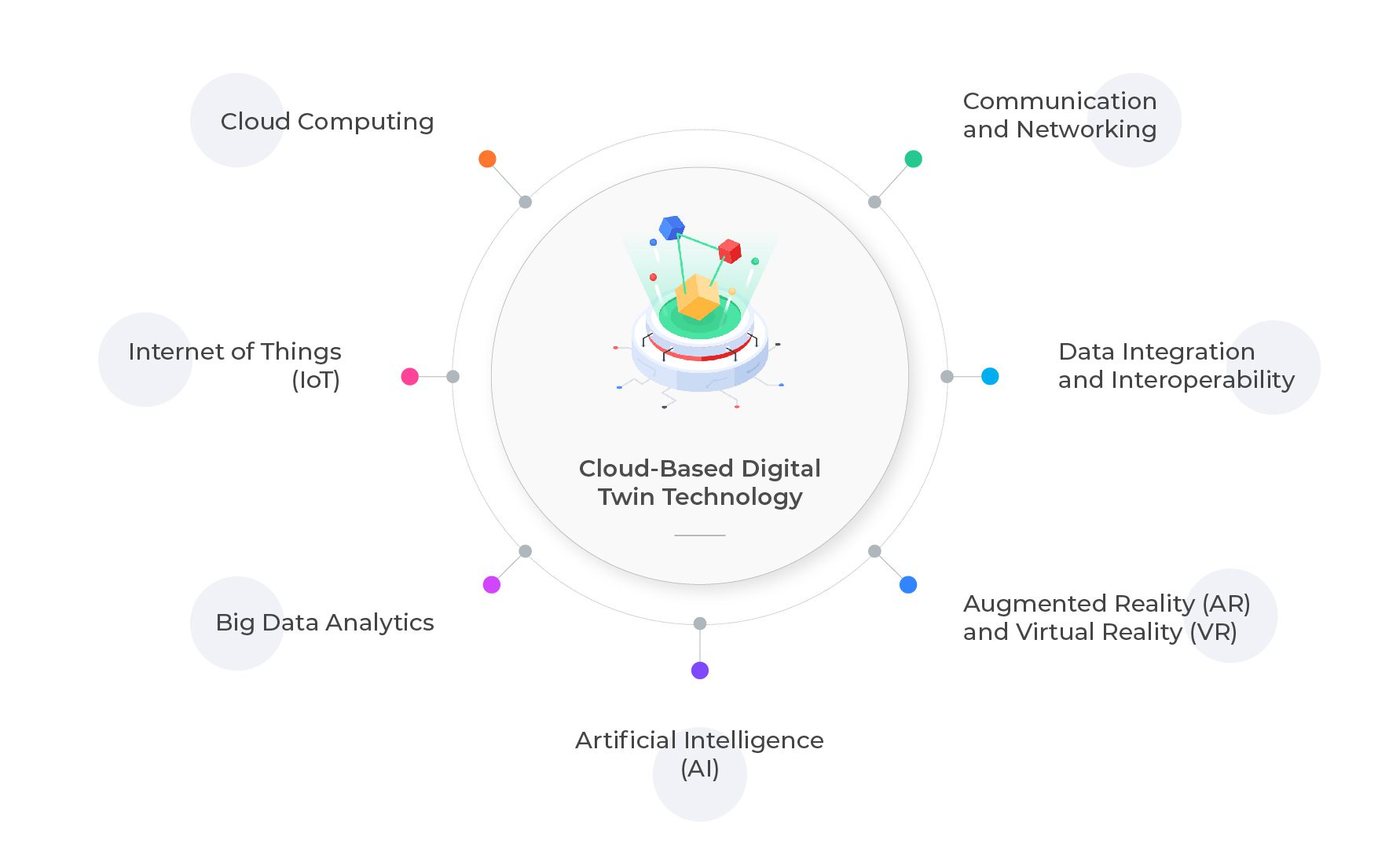
7 Key Components of Cloud-Based Digital Twin Technology Transforming Manufacturing
Cloud Computing: Cloud-based digital twins utilize cloud computing infrastructure to store and process data. Cloud platforms provide the scalability, flexibility, and computational power required for managing large volumes of data, running complex simulations, and performing advanced analytics. Examples of popular cloud platforms include Amazon Web Services (AWS), Microsoft Azure, and Google Cloud Platform.
Internet of Things (IoT): IoT plays a crucial role in cloud-based digital twins by connecting physical assets, equipment, and sensors to the digital twin. IoT devices and sensors collect real-time data from the physical world and transmit it to the cloud, where it is used to update and maintain the digital twin’s state. This data includes various parameters such as temperature, pressure, vibration, energy consumption, and more.
Big Data Analytics: Digital twins generate and handle vast amounts of data from different sources. Big data analytics technologies are used to process and analyze this data to extract meaningful insights. Techniques such as data mining, machine learning, and statistical analysis are applied to identify patterns, correlations, and anomalies within the data. These insights help in optimizing processes, predicting maintenance needs, and improving overall performance.
Artificial Intelligence (AI): AI techniques are employed in cloud-based digital twins to enable advanced functionalities such as predictive maintenance, anomaly detection, optimization, and autonomous decision-making. Machine learning algorithms can analyze historical and real-time data to make predictions, identify abnormal behavior, and generate recommendations for optimizing operations. AI enhances the intelligence and decision-making capabilities of digital twins.
Augmented Reality (AR) and Virtual Reality (VR): AR and VR technologies are used to visualize and interact with digital twins in a more immersive way. By overlaying virtual information on the physical world or creating virtual environments, AR and VR allow users to explore and interact with digital twin representations. This enhances the understanding of complex systems, aids in training and troubleshooting, and supports collaborative decision-making.
Data Integration and Interoperability: Cloud-based digital twins often need to integrate data from multiple sources and systems. This involves connecting various databases, enterprise resource planning (ERP) systems, manufacturing execution systems (MES), and other software applications. Data integration and interoperability technologies ensure smooth data flow between different systems, enabling a holistic view and accurate representation of the physical assets in the digital twin.
Communication and Networking: Cloud-based digital twins rely on robust communication networks to transmit data between the physical assets and the cloud infrastructure. This includes wired and wireless networks, protocols, and standards that facilitate reliable and secure data transfer. Technologies like MQTT, OPC UA (Unified Architecture), and RESTful APIs are commonly used for efficient and standardized communication.
By leveraging cloud-based digital twin technology, manufacturers can simulate, optimize, and predict with greater efficiency and accuracy. This empowers them to make data-driven decisions, optimize operations, improve product quality, and achieve a competitive edge in the dynamic manufacturing landscape. Cloud computing continues to play a pivotal role in enabling the widespread adoption and success of digital twin technology in the manufacturing industry.
5 Advantages of Cloud-Based Digital Twin Technology
Cloud-based digital twin technology has some awesome benefits for the manufacturing industry! It’s like having a virtual replica of your physical assets in the cloud, and it can do some really cool things. Let us break it down for you:
First up is operational efficiency. With digital twins, manufacturers can keep a close eye on their real-time data and analyze it to find any inefficiencies in their operations. Imagine having a twin that tells you exactly where things are going wrong on your production line. For example, let’s say you have a manufacturing plant that uses digital twin technology. The digital twin monitors the performance of your production line in real-time and identifies bottlenecks. It then suggests adjustments to increase efficiency and reduce downtime. That means smoother operations and more products rolling off the line! According to Deloitte, using digital twin technology can boost equipment efficiency by up to 20% and slash maintenance costs by up to 50%. That’s a significant improvement, right?
Next, we have predictive maintenance. Digital twins use real-time data and fancy analytics to predict when your equipment might break down. This helps you plan maintenance schedules in advance, avoiding costly downtime. Picture this: you have a digital twin of a machine that collects and analyzes sensor data. It can predict when a component might fail and alert maintenance personnel in advance. This proactive approach allows for repairs or replacements to be made before the equipment breaks down, saving you from unexpected production halts and keeping everything running smoothly. In fact, MarketsandMarkets predicts that the predictive maintenance market, driven by digital twin technology, will reach a whopping $10.7 billion by 2024, growing at a rate of 28.4%. That’s a lot of savings and peace of mind!
But wait, there’s more! Digital twins also allow for virtual testing and optimization. Instead of building physical prototypes, you can simulate and test your manufacturing processes in a virtual environment. This saves time and resources. Let’s take an automotive manufacturer as an example. They create a digital twin of a new car model and simulate its performance under various conditions. This virtual testing helps them identify areas for improvement, such as aerodynamics or engine efficiency. By making adjustments in the virtual world, they can create a more efficient and reliable final product without the need for multiple physical prototypes. According to PTC, using digital twins for simulation and testing can reduce time-to-market by 30% and cut the number of physical prototypes by half. Imagine being able to fine-tune your designs and catch any issues before even lifting a wrench!
Another fantastic benefit is enhanced product quality. By continuously monitoring and analyzing data from your assets, digital twins help you catch quality issues early on. This means fewer defects and happier customers. Imagine this: you have a digital twin that monitors the manufacturing parameters of your product and compares them to predefined quality thresholds. If any deviations occur, the system alerts operators to take corrective actions. This ensures that only high-quality products make it to your customers, improving customer satisfaction and loyalty. An IBM survey found that companies using digital twins for quality management achieved a 25% reduction in defects and a 25% improvement in customer satisfaction. That’s a win-win!
Lastly, digital twins can revolutionize supply chain management. By keeping tabs on inventory levels, demand patterns, and logistical operations, they help you plan and coordinate your supply chain better. For example, imagine a digital twin that monitors the inventory levels of raw materials and components in real-time. By integrating with demand forecasting systems, it helps optimize inventory levels, reducing carrying costs while ensuring timely availability. This means you have the right materials at the right time, avoiding stockouts and keeping your production on track. In fact, Capgemini found that 76% of manufacturers believe digital twins will be essential to their supply chain operations in the next five years. It’s like having a super-smart twin who can optimize your inventory levels and make sure everything runs smoothly.
Looking ahead, the future holds immense potential for cloud-based digital twin technology. As emerging technologies such as artificial intelligence and machine learning continue to evolve, they will further enhance the capabilities of digital twins. Imagine self-optimizing production lines and predictive quality control. The possibilities are endless, and manufacturers must stay ahead of the curve to remain competitive.
That the contents of third-party articles/blogs published here on the website, and the interpretation of all information in the article/blogs such as data, maps, numbers, opinions etc. displayed in the article/blogs and views or the opinions expressed within the content are solely of the author's; and do not reflect the opinions and beliefs of NASSCOM or its affiliates in any manner. NASSCOM does not take any liability w.r.t. content in any manner and will not be liable in any manner whatsoever for any kind of liability arising out of any act, error or omission. The contents of third-party article/blogs published, are provided solely as convenience; and the presence of these articles/blogs should not, under any circumstances, be considered as an endorsement of the contents by NASSCOM in any manner; and if you chose to access these articles/blogs , you do so at your own risk.
In today’s fast-changing digital world, cloud transformation services are reshaping the financial industry. Traditional systems often cannot keep up with modern market demands, so an application-led cloud transformation method is key to promoting…
Why Cloud Cost Management Needs a Smarter Approach
Cloud adoption has transformed businesses across industries, enabling unmatched scalability, agility, and innovation. However, with this flexibility comes an increasing challenge—managing cloud…
The cloud is a powerful tool, but keeping those workloads running can get expensive fast, especially if you do not have Cost Management and Optimization expertise. Don’t worry, you’re not alone! This guide will equip you with the top strategies to…
Yes, cloud repatriation is indeed happening. It involves moving applications, services, and data from public clouds back to on-premises data centers, private clouds, or hybrid environments. This trend is driven by several factors, including rising…
Artificial Intelligence (AI) is no longer a futuristic concept; it is a reality deeply integrated into our daily lives. From voice assistants to predictive analytics, AI is transforming industries, enhancing efficiency, and streamlining human…
Innovative Approaches to Cloud Risk for Industry Pioneers
The rapid adoption of cloud technologies has transformed how businesses operate, offering unprecedented scalability, agility, and cost savings. However, these advancements come with…